mrdinapoli
Member
- Joined
- Dec 5, 2015
- Messages
- 18
INTRODUCTION:
I recently completed an experiment that I thought many of you might have an interest in reviewing. After reading many of the posts on LRH (https://www.longrangehunting.com/threads/mandrel-as-last-step.258463/) and Hammertime (https://hammerbullets.boards.net/thread/3557/hammer-bullets-pressure-velocity), I wanted to further examine the seating pressure changes associated with setting different degrees of neck tension (NT) with bushings and mandrels, as well as evaluating the differences between standard cup and core bullets and Hammer Bullets (solid copper bullets with driving bands). In addition, I was also interested in measuring the frictional pressures required to cause these bullets to release from case necks, and how this would also change with neck tension. However, equipment to measure bullet release pressure was not available to my knowledge. Following discussions with "kneedeep" on Hammertime, I was able to devise a simple system with relatively common reloading equipment that would allow measurement of bullet friction release pressure vs neck tension, and I have described this set-up in detail. In addition to findings related to seating and release pressure, some other interesting observations regarding amount of neck reduction vs brass elastic and plastic deformation and maximum achievable neck tension also surfaced. Neck Tension and maximum achievable tension prior to brass plastic deformation due to bullet seating has been a controversial topic on these forums, so hopefully this information may contribute to the discussion. Although I am a scientist, I am not an engineer or metallurgist, so please excuse any incorrect wording or assumptions.
EQUIPMENT & MATERIALS:
CASE PREPARATION:
TESTING PROCEDURE (See accompanying images and pictures):
LIMITATIONS:
THOUGHTS & DISCUSSION:
I feel that limitations due to available equipment, time, and sample number, make interpretation of the data limited to general observations and trends. I used a K&M force gauge indicator and manual operation of an arbor press to obtain pressure measurements. Since I was not able to generate curves with the equipment utilized, I used slow-motion video to record the seating and release process to allow review of the video to determine exact seating and release pressures and peak pressures as shown on the indicator. Further, some observations were more apparent during the process than appear from viewing the table. Where these observations were noted and were they appear appropriate, I made additional comments. However, due to the limitations mentioned, I have tried not to over interpret the findings, and have included all raw data for anyone to review and comment upon. In addition, hopefully, this set up and preliminary information will lead to further experimentation and progress in the area as felt necessary. Finally, I do strongly believe that the use an AMP Press, which uses a consistent electronic ram and precisely graphs pressure vs distance curves, would greatly add to the precision and accuracy of the data generated, and would make its interpretation significantly more conclusive.
FINDINGS:
GENERAL FINDINGS:
DIFFERENCES BETWEEN CONVENTIONAL BULLETS AND HAMMER BULLETS:
NECK REDUCTION & EXPANSION VS ELASTIC AND PLASTIC BRASS DEFORMATION:
NECK TENSION AND POWDER BURN:
I hope this adds some new ideas and new information to the field, and provides a good source of further discussion. Also, if anyone has an AMP press and would like to perform similar experiments, the above described set-up can be employed without the need for significant machining or modifications. Mike D.
I recently completed an experiment that I thought many of you might have an interest in reviewing. After reading many of the posts on LRH (https://www.longrangehunting.com/threads/mandrel-as-last-step.258463/) and Hammertime (https://hammerbullets.boards.net/thread/3557/hammer-bullets-pressure-velocity), I wanted to further examine the seating pressure changes associated with setting different degrees of neck tension (NT) with bushings and mandrels, as well as evaluating the differences between standard cup and core bullets and Hammer Bullets (solid copper bullets with driving bands). In addition, I was also interested in measuring the frictional pressures required to cause these bullets to release from case necks, and how this would also change with neck tension. However, equipment to measure bullet release pressure was not available to my knowledge. Following discussions with "kneedeep" on Hammertime, I was able to devise a simple system with relatively common reloading equipment that would allow measurement of bullet friction release pressure vs neck tension, and I have described this set-up in detail. In addition to findings related to seating and release pressure, some other interesting observations regarding amount of neck reduction vs brass elastic and plastic deformation and maximum achievable neck tension also surfaced. Neck Tension and maximum achievable tension prior to brass plastic deformation due to bullet seating has been a controversial topic on these forums, so hopefully this information may contribute to the discussion. Although I am a scientist, I am not an engineer or metallurgist, so please excuse any incorrect wording or assumptions.
EQUIPMENT & MATERIALS:
- K&M Arbor Press with standard force pack and Mitutoyo dial indicator (0.001" ~ 1 lb of force; max = 150 lbs)
- K&M hollow die base
- LE Wilson Case Holder (H&H Magnum size) to hold cartridge body concentrically to and in-line with the press ram movement
- Lee Shell Holder (#2) to hold base of cartridge and prevent the cartridge from slipping into the case holder
- 0.200" Binding Bolt as bullet plunger
- Cases: Hornady Factory 6mm CM ELD-M 108 gr Match Ammo once fired cases
- Bullets:
- Hornady ELDM 6mm 108 gr
- Bullet OAL: 1.2625"
- Bearing Surface Diameter: 0.2430" over entire bearing surface
- Bearing Surface Length: 0.4000"
- Cartridge OAL: 2.7350" (allowing bearing surface to extend to base of neck) (See Pic)
- Absolute Hammer 6mm 87 gr
- Bullet OAL: 1.1665"
- Bullet Max Diameter: 0.2430"
- Overall Bearing Surface Length of driving band section: 0.3000"
- Cartridge OAL: 2.7000" (allowing bearing surface to extend to base of neck) (See Pic)
- Hornady ELDM 6mm 108 gr
CASE PREPARATION:
- All cases were once-fired, processed the same, and only used ONCE for testing
- The cases were cleaned
- Primer pocket drilled out with 13/64 (0.203") drill bit
- Shoulder bumped with a Whidden FL bushing die with 0.267" bushing in place to allow neck turning
- Trimmed to 1.9130" OAL
- Case mouths were inside chamfered with a VLD chamfer
- Necks expanded with K&M 0.24340" mandrel
- Necks turned to 0.01320" thickness for consistency (0.0142 - 0.0162" prior to turning)
- Necks were inside brushed
- The necks then had a K&M 0.24340" mandrel passed through them again to iron out any potential burs or irregularities
- The cases were felt to be very similar and consistent at this time
- The cases were selected and numbered, with 2 cases being used for each test group (total of 28 cases)
TESTING PROCEDURE (See accompanying images and pictures):
- The selected bushing size (Column B) was then placed in the Whidden FL bushing die, and 2 cases were sized
- The OD of the case neck after sizing was measured and recorded (Column F)
- The chosen bullet (Column A) was then seated using an LE Wilson in-line die on the K&M indicator arbor press with pressure slowly applied to advance the ram and seat the bullet
- A slow motion video was used to video the process and allow careful playback to visualize the ram movement, the range of seating pressures, and the peak pressure
- The range of seating pressures and peak were recorded (Column I), and the neck OD of the seated round was also recored (Column G)
- The case and seated bullet then had a Lee shell holder placed over the extractor groove to support the case, and then the case was inserted into the LE Wilson case holder.
- This combination was set bullet down atop the K&M die base with a bored-out center to allow unrestricted passage of the bullet and case neck.
- The plunger was then inserted through the hole drilled into the bottom of the case until it contacted the base of the bullet (Effort was made to ensure that the plunger was centered on the bullet base and parallel with the bullet and ram movement as much as possible)
- This combination was then placed under the K&M indicator arbor press ram, and the ram was slowly lowered, exerting pressure against the bullet base until the bullet released completely from the case
- Again, a slow motion video was taken of the process to allow careful and slow playback, so the exact point of release and peak pressure could be visualized
- This point of peak bullet release pressure was recored (Column J), as was the neck OD following bullet release (Column K).
- This process was continued and recorded for each size bushing (0.269, 0.268, 0.267, 0.266, 0.265, 0.264), using 2 cases per test.
- In the final test sample, the case was reduced with a 0.264" bushing and then expanded back up with a 0.24105" mandrel.
- Then the process and results were recorded as above.
LIMITATIONS:
- Equipment: I felt that the testing pressures were pushing the arbor press itself, as well as the force gauge, to near its limits (150 lbs). I believe this was limiting its accuracy in measurements over about 100 lbs, leading to potential inconsistencies with data. In addition, maintaining consistent press ram movement and speed was difficult, and also likely introduced error. (I was unable to use my 21st Century Hydro-Press as the maximum allowable pressure (100 lbs) was exceeded by several tested samples.)
- Data: There was a limited number of data points (2) for each test, which was insufficient to ensure repeatability and accuracy.
THOUGHTS & DISCUSSION:
I feel that limitations due to available equipment, time, and sample number, make interpretation of the data limited to general observations and trends. I used a K&M force gauge indicator and manual operation of an arbor press to obtain pressure measurements. Since I was not able to generate curves with the equipment utilized, I used slow-motion video to record the seating and release process to allow review of the video to determine exact seating and release pressures and peak pressures as shown on the indicator. Further, some observations were more apparent during the process than appear from viewing the table. Where these observations were noted and were they appear appropriate, I made additional comments. However, due to the limitations mentioned, I have tried not to over interpret the findings, and have included all raw data for anyone to review and comment upon. In addition, hopefully, this set up and preliminary information will lead to further experimentation and progress in the area as felt necessary. Finally, I do strongly believe that the use an AMP Press, which uses a consistent electronic ram and precisely graphs pressure vs distance curves, would greatly add to the precision and accuracy of the data generated, and would make its interpretation significantly more conclusive.
FINDINGS:
GENERAL FINDINGS:
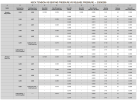
- I was surprised by the amount of force required to move bullets once seated. Even bullets seated with 0.0005" NT required 35 - 64 lbs of force to move. This increased rapidly up to maximum amount of 140 lbs at only 0.002". Therefore, thoughts regarding the need for heavy NT to prevent bullet movement in magazines and otherwise may be overestimated and may not require more than 0.002", at least in 6mm and with these components.
- As expected, once the bullet began to release, it was an all or nothing event due to the hand pressure exerted on the press handle. An AMP Press may have been able to distinguish partial, incomplete, or progressive movement.
- When the bullets were examined after seating and then releasing the bullets, I was surprised to see that there was no damage or even scratches left on the bullet bases or jackets no matter what bushing and NT was used. This was true for both the Hornady (see image) and AH bullets. This can likely be attributed in large part to the use of a VLD chamfer tool, brushing of the necks, and possibly the use of a mandrel to "iron out" the necks following neck turning. (No lube, graphite, moly, etc was used.) This is important, as it is believed that any damage to the bullet base or jacket during seating will have an effect on short and long range accuracy and precision due to effects on such things as bore seal, bullet release at the barrel crown, bullet concentricity, and BC.
DIFFERENCES BETWEEN CONVENTIONAL BULLETS AND HAMMER BULLETS:
- As expected, compared with the Hornady ELDM bullets, the Absolute Hammer bullets had reduced seating pressures (ave of total: 41.8 vs 60.7) and release pressures (59.6 vs 90.9) under the same conditions. This is almost assuredly due to the fact that the AH bullets driving bands have less surface contact area with the case neck than traditional bullets with a full diameter along their entire bearing surface. One interesting point is that the driving bands can be seen causing undulations in the neck of the brass once seated, so I was not sure if the brass "moving inward" between the bands would effect frictional pressures. However, if there was any effect, it does not overcome the frictional reduction due to reduced surface contact area.
- As expected and while observing the indicator, as each driving band of the AH bullets entered the case neck, the seating pressure did increase in a discrete fashion (ie. 0-10 lbs -> 10-20 lbs -> 20-30 lbs), whereas, the Hornady bullets had a more gradual and progressive increase in seating pressure. There was some movement noted in both bullets even from the beginning of ram contact with the seating die (~ 0-2 lbs). This may be due to the significant boat tail design of both bullets gradually causing the expansion of the necks during bullet seating. I have noted that flat base bullets have more of an abrupt start at a higher pressure in previous seating operations.
NECK REDUCTION & EXPANSION VS ELASTIC AND PLASTIC BRASS DEFORMATION:
- It was very interesting to me that for the Hornady bullets (standard cup and core bullets) maximum seating pressure (Column I) continued to increase with bushing size reduction as expected. However, maximum release force (Column J) was achieved with a NT of only 0.002", after which point it fell to lower levels, and remained at lower levels or at least did not increase over that maximum point. This was even more apparent when operating the press than it appears in the table. This suggests that this may be the final point (with this brass, caliber, and conditions), after which elastic deformation is overcome and plastic deformation occurs, resulting in no further increase in NT after this point is exceeded. The finding that the neck OD after bullet pulling (Column K) also reached a maximum spring back of 0.001" (0.268 vs 0.269") at this same bushing size and beyond may further support this finding. Further, this may confirm what has been suggested by others (ie. Mikecr in LRH discussion on NT and mandrel use) regarding reaching a peak amount of neck reduction after which point the bullet acts an expansion mandrel and plastically deforms the neck, essentially resulting in a fixed maximum NT beyond this point which is dictated by the elastic properties of the brass. This would be important to confirm because it may suggest that at or around a specific neck reduction (0.002" in this case), a maximum tension can be expected, and anything past this point only results in overworking of brass. However, this appears contradictory to findings of others who report that as neck tension is increased from near 0 to as much 0.006", differences in accuracy, velocity, and precision continue to be found. It is possible that each system may have a different maximum elastic limit at which plastic deformation occurs, and that this may be due to caliber, neck thickness, brass composition, brass hardening, bullet composition and material, and other factors.
- The exact same trend was not seen with the AH bullets, although there may have been a slight reduction in release pressure after 0.003". It is not clear if this was related to the reduced overall pressure required for release of these bullets or if it was due to the background noise and reduced sample size.
- It is also not clear to me why a certain degree of fixed neck expansion to 0.269" after Hornady bullet seating and release was found with 0.0005 - 0.001" NT, which was finally overcome after increasing NT at and beyond 0.002" (and thus leading to a spring back of 0.001" with a final OD of 0.268"), but this was not seen with the AH bullets under similar conditions. Hypothetically, this may be due to a "ripple" effect of the driving bands moving across the brass in the neck of the case causing an ironing-like or massage-like effect that moved the brass into its final OD size of 0.2690 for all cases. Some of this variance may also be due to the limitations of my calipers 0.0005" resolution.
- It is apparent that no matter the degree of neck reduction, once a bullet is seated and then removed, the case neck appears to have been plastically deformed back to near its fully loaded size (0.2680-0.2690" OD) (Column K), and does not spring back to its pre-seating OD/ID to any significant amount. This again supports the suggestions and reports that seated bullets will act as mandrels and plastically deform reduced necks back to or near to bullet diameter ID.
- In two experiments, the neck was reduced with a 0.264" bushing, and then expanded with a 0.24105" mandrel prior to seating and releasing the bullet. This resulted in a sized OD of 0.2670", which is the same as a case sized with a 0.266" bushing alone (Column F). Seating and release pressures were then compared between these groups. With regards to using a mandrel to set neck tension, it appears that by reducing the neck to smaller than the desired size and then expanding it back to the final desired size with a mandrel, the neck exerts more tension on the bullet during seating and release, than if reduced to same ID/OD by reduction with a bushing alone and without expansion. (This was seen for the AH bullets for both seating and release pressure, and the Hornady bullets for seating pressure. It was not shown for the Hornady bullets for release pressure. This again may be due to noise and limited sample size.) This is likely due to the inwardly directed spring back of elastic forces generated by the final expansion step, as opposed to the outwardly directed spring back of elastic forces generated if the last step was reduction with a bushing. (ie. with expansion, the brass wants to elastically return inward to its prior position creating additional force; while with reduction, the brass wants to elastically return outward to its prior position reducing force.) This additional force due to the elastic nature of the brass and direction of last movement adds to the force gripping the bullet. However, this can not be measured by OD/ID measurements alone, as these measurements are the same for both treatment groups and represent the resting state of the neck diameter. Subjectively, I also feel that with large enough test samples, setting the final NT with a mandrel will likely be shown to result in more consistent neck tension and seating and release pressures.
NECK TENSION AND POWDER BURN:
- It is not clear how much effect neck tension and bullet release pressure, measured as friction created by a linear force placed on the base of bullet, will have to do with powder burn efficiency and consistency, and overall accuracy and precision. It has been shown that for powder to burn efficiently and consistently, a certain amount of pressure must be built up prior to release of the bullet down the bore. This pressure build can be affected by the inertia required to be overcome to start bullet movement, bullet contact with the lands, neck brass properties, powder and primer properties, barrel properties, and case neck tension and bullet friction. The relevance of neck tension in this process has been brought into question in many discussions, as the case neck is blown out to chamber neck diameter within milliseconds of powder ignition, thus freely releasing the bullet. However, I do feel that NT must play at least an initial role in this process as pressure must build up within the case sufficiently enough to expand the case neck prior to bullet release. This may occur in only a fraction of a millisecond, however it will occur and will be affected by bullet friction and bullet movement. Additionally, many others in all disciplines have reported effects of NT changes on accuracy, consistency, and velocity. I was not able to test the effects of these changes on accuracy and velocity as the cases were modified and could no longer hold a primer or powder. However, cases fully loaded in parallel under similar conditions could be tested for accuracy and velocity and would likely provide additional useful information.
- Finally, it is not clear if the reduced neck friction noted in the AH Bullets (solid bullets with driving bands) compared with standard cup and core bullets results in any loss of consistency and / or efficiency in powder combustion, and if so, can this be improved by increasing neck friction. I must admit that I have had great results with regard to accuracy and velocity the Hammer Bullets, but can it be even better? Since it does not appear possible to significantly increase bullet friction for Hammer bullets with NT alone, are other options available? Several members of both forums (ie. butterbean and shinbone) have done extensive work in this area, and have reported that crimping Hammer bullets in the case neck can improve both velocity and accuracy. Presumably, this would be due to increased combustion pressures prior to bullet release. I have not experimented in this direction yet, but this is another interesting area to explore.
I hope this adds some new ideas and new information to the field, and provides a good source of further discussion. Also, if anyone has an AMP press and would like to perform similar experiments, the above described set-up can be employed without the need for significant machining or modifications. Mike D.