Kiwi Nate
Well-Known Member
This is a basic tutorial for folk who have tried to adjust the M1500 trigger or Weatherby Vanguard (same unit) below 3lb with minimal creep but have run into trouble with the safety operation. Obviously, a degree of mechanical aptitude is required for this. The main priority must always be towards avoiding the creation of an unsafe condition within the firearm. I accept no responsibility for the misuse of this information and the instructions here are not endorsed by Howa. If you stuff this up, somebody could die, doesn't get any plainer than that.
Right, with that out of the way, lets get to it.

The M1500/ Vanguard trigger is designed to have a range of adjustment for both trigger pull weight and sear engagement. From the factory, the trigger is usually set to around 7lb along with a large degree of sear engagement which is felt as trigger creep. As set by the factory, it is difficult to shoot accurate groups with this trigger. The factory Howa trigger will eventually induce flinch in most people.
The trigger can be adjusted for minimal sear engagement by screwing clockwise the screw at the rear of the trigger unit (Metric thread). As the screw is turned in, this increases the pull weight of the trigger as it forces the trigger forwards.
The pull weight can be reduced to whatever weight is desired by undoing the nut and turning the screw anti clockwise however as the pull weight is reduced below 3lb, along with the change in sear engagement, the safety mechanism is rendered inoperable.
To remedy this, the trigger must be modified so that the safety mechanism is once again operable within the desired pull weight and sear engagement range.
Before starting this modification and having adjusted the pull weight and sear engagement to the desired range, the action should be cycled as fast as possible on an empty chamber to check for potential slam firing from poor sear engagement. If the sear is not engaging during rapid cycling, the sear should be altered now to avoid removing too much stock later.

The safety on the M1500 consists of a spring loaded blocking pin. In the fire position, the block sits in the right side wall of the trigger unit and allows the tigger to move forwards. Once the safety lever is engaged, the block is forced left through and into the trigger unit, blocking the forwards travel of the trigger.
If the sear engagement has been adjusted down to a minimum level and the trigger lightened to 2lb, the trigger will now be so far forwards that it is now blocking the safety block pin from entering the housing. To get the safety working, material must be removed from the front face of the trigger.
NOTE: IF TOO MUCH MATERIAL IS REMOVED, THE SAFTEY WILL NO LONGER WORK.
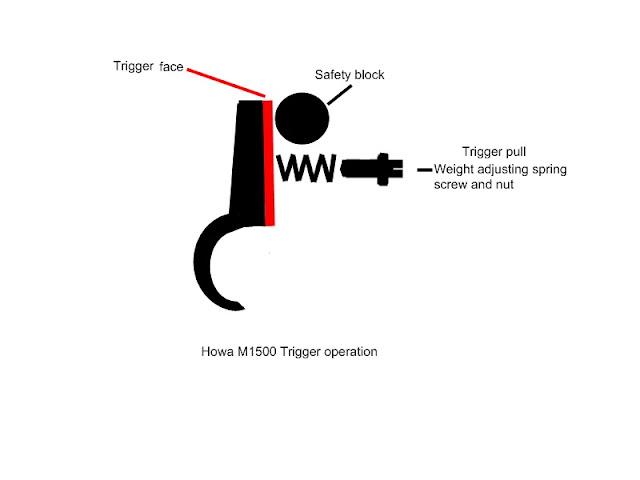
Remove the pivot pin from the trigger housing and remove the trigger. Place sand paper on a bench or use a stone. Lay the trigger flat against the abrasive and begin honing the front face (marked in red on the picture above). A very light skim is all that is needed on some units, others need a bit more stock removal. The most important task during this stage is to refit the trigger every few strokes over the abrasive and check the safety operation. The other thing to check, silly as it may sound, is that you are indeed honing the front face of the trigger and don't have the trigger around the wrong way.
If the honing is done slowly/ gradually, it is not a "heart in your mouth" or as we say in NZ, "a##s puckering experience". If the job is rushed, such as with a disc grinder and 120 grit fiber discs, the job can be ruined in seconds. The safety should go from- not working at all, to- stiff and cannot be disengaged to- smooth yet safe. In this respect, you do not have to go from say 180 grit to 400 grit every time you take more stock away. Simply keep with 180 grit paper testing every few strokes, until the safety is working but slightly tight, then move to the finishing grits. 400 grit is ample but those who have polishing mops may want to give the job a final lick.
As the safety becomes smooth and operable, it is important to cock the rifle on an empty chamber, engage the safety and pull the trigger with extra force to check the safety.
Once the rifle is reassembled (but no scope), switch the safety to fire and slam the butt of the rifle against a block of wood or work bench, lightly at first, increasing force in a bouncing style motion to duplicate dropping the rifle in the field. Don't go overboard with this, use common sense to avoid stock breakages.
If too much stock is taken away, the trigger face will need to be built up again with either weld or spray metal weld. The rifle must go to a gunsmith who is able to either perform these operations or outsource them, followed by re-heatreating and quenching the part. With trigger faces/ sears, if no other knowledge of the parent material can be found, it is (in my experience) best to use 2205 (duplex) filler wire and case harden the part with casenit then oil quench. 400 series filler wire is probably a better bet however 2205 has a slightly less brittle nature for these jobs and case hardens well (small parts). The part should be file tested before final fitting.
These instructions might sound a little confusing but when the job is in front of you, you will see its not too big of a deal.
Cheers, Nathan.
Disclaimer/ WARNING: The views and opinions expressed in this article are solely those of the author and are not endorsed by any manufacturers. Terminal Ballistics Research and the author take no responsibility for the use or misuse of any views, opinions or information expressed in this article.
Right, with that out of the way, lets get to it.
The M1500/ Vanguard trigger is designed to have a range of adjustment for both trigger pull weight and sear engagement. From the factory, the trigger is usually set to around 7lb along with a large degree of sear engagement which is felt as trigger creep. As set by the factory, it is difficult to shoot accurate groups with this trigger. The factory Howa trigger will eventually induce flinch in most people.
The trigger can be adjusted for minimal sear engagement by screwing clockwise the screw at the rear of the trigger unit (Metric thread). As the screw is turned in, this increases the pull weight of the trigger as it forces the trigger forwards.
The pull weight can be reduced to whatever weight is desired by undoing the nut and turning the screw anti clockwise however as the pull weight is reduced below 3lb, along with the change in sear engagement, the safety mechanism is rendered inoperable.
To remedy this, the trigger must be modified so that the safety mechanism is once again operable within the desired pull weight and sear engagement range.
Before starting this modification and having adjusted the pull weight and sear engagement to the desired range, the action should be cycled as fast as possible on an empty chamber to check for potential slam firing from poor sear engagement. If the sear is not engaging during rapid cycling, the sear should be altered now to avoid removing too much stock later.
The safety on the M1500 consists of a spring loaded blocking pin. In the fire position, the block sits in the right side wall of the trigger unit and allows the tigger to move forwards. Once the safety lever is engaged, the block is forced left through and into the trigger unit, blocking the forwards travel of the trigger.
If the sear engagement has been adjusted down to a minimum level and the trigger lightened to 2lb, the trigger will now be so far forwards that it is now blocking the safety block pin from entering the housing. To get the safety working, material must be removed from the front face of the trigger.
NOTE: IF TOO MUCH MATERIAL IS REMOVED, THE SAFTEY WILL NO LONGER WORK.
Remove the pivot pin from the trigger housing and remove the trigger. Place sand paper on a bench or use a stone. Lay the trigger flat against the abrasive and begin honing the front face (marked in red on the picture above). A very light skim is all that is needed on some units, others need a bit more stock removal. The most important task during this stage is to refit the trigger every few strokes over the abrasive and check the safety operation. The other thing to check, silly as it may sound, is that you are indeed honing the front face of the trigger and don't have the trigger around the wrong way.
If the honing is done slowly/ gradually, it is not a "heart in your mouth" or as we say in NZ, "a##s puckering experience". If the job is rushed, such as with a disc grinder and 120 grit fiber discs, the job can be ruined in seconds. The safety should go from- not working at all, to- stiff and cannot be disengaged to- smooth yet safe. In this respect, you do not have to go from say 180 grit to 400 grit every time you take more stock away. Simply keep with 180 grit paper testing every few strokes, until the safety is working but slightly tight, then move to the finishing grits. 400 grit is ample but those who have polishing mops may want to give the job a final lick.
As the safety becomes smooth and operable, it is important to cock the rifle on an empty chamber, engage the safety and pull the trigger with extra force to check the safety.
Once the rifle is reassembled (but no scope), switch the safety to fire and slam the butt of the rifle against a block of wood or work bench, lightly at first, increasing force in a bouncing style motion to duplicate dropping the rifle in the field. Don't go overboard with this, use common sense to avoid stock breakages.
If too much stock is taken away, the trigger face will need to be built up again with either weld or spray metal weld. The rifle must go to a gunsmith who is able to either perform these operations or outsource them, followed by re-heatreating and quenching the part. With trigger faces/ sears, if no other knowledge of the parent material can be found, it is (in my experience) best to use 2205 (duplex) filler wire and case harden the part with casenit then oil quench. 400 series filler wire is probably a better bet however 2205 has a slightly less brittle nature for these jobs and case hardens well (small parts). The part should be file tested before final fitting.
These instructions might sound a little confusing but when the job is in front of you, you will see its not too big of a deal.
Cheers, Nathan.
Disclaimer/ WARNING: The views and opinions expressed in this article are solely those of the author and are not endorsed by any manufacturers. Terminal Ballistics Research and the author take no responsibility for the use or misuse of any views, opinions or information expressed in this article.
Last edited:
