Hi all,
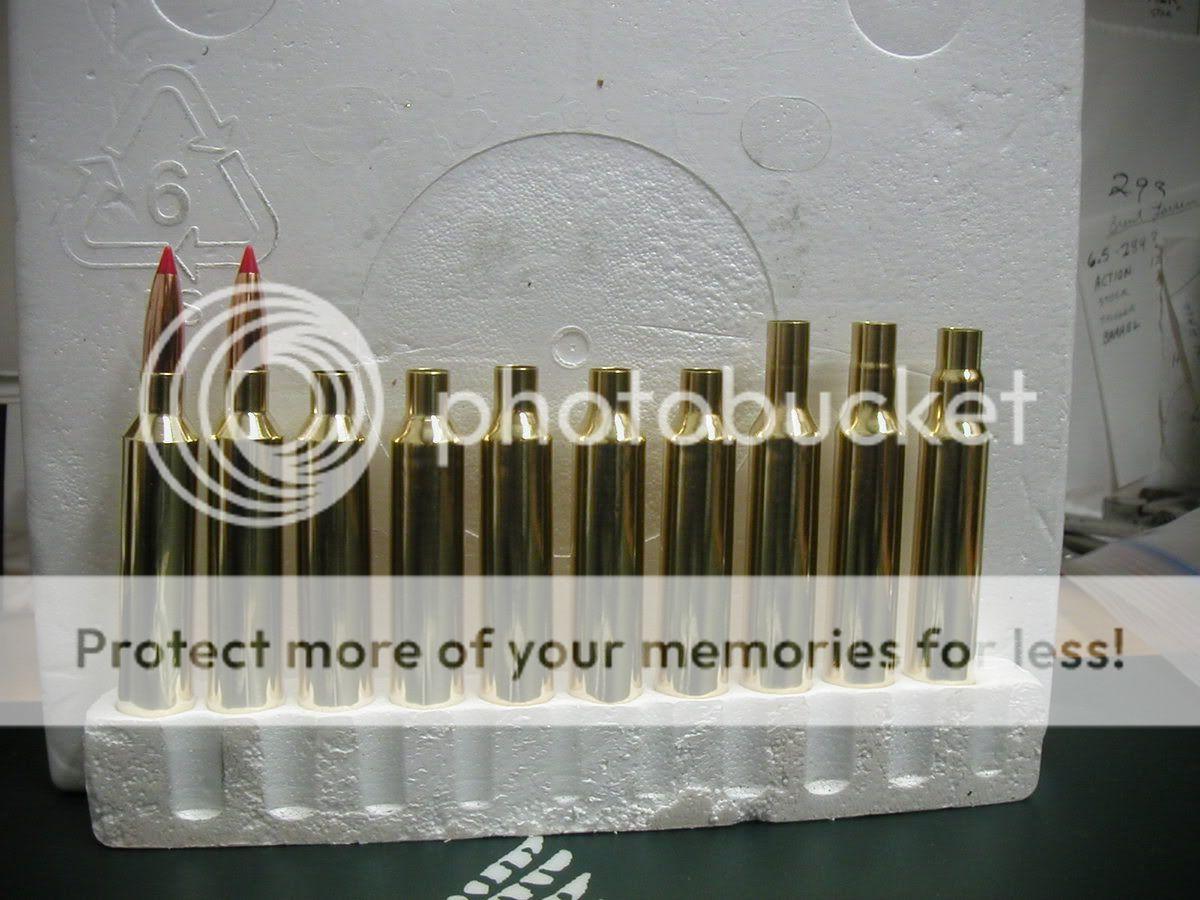
Hey, so the cartridge I spoke about is moving along (behind schedule unfortunately) for the rifle I am planning to take to Africa next month for plains game. As a review, it's based on a shortened 300 WSM case, necked down to 6.5mm and shortened to an overall case length of 1.825 while maintaining the 35 degree shoulder and the standard body taper.
The only wildcat case forming experience I have is making a case larger by fire forming with inert filler to get less body taper & a steeper shoulder angle, and not shortening a case body like I need to do on this one.
I got the forming die (a single die) from the smith tonight.
Here's the problem; I went to start forming cases tonight and lo and behold, when I try to push the shoulder back the necessary .300", it just collapses the case body about and 1/8 of an inch farther down the body. The shoulder just seems to not want to budge! What am I doing wrong?
Any suggestions would be much appreciated. I looked through Designing and Forming Custom Cartridges (Ken Howell) as well as Wildcat Cartridges 1 and 2 tonight, but can't figure it out. I only have a matter of weeks left and am desperate to get this setup working if at all possible in time!
Hey, so the cartridge I spoke about is moving along (behind schedule unfortunately) for the rifle I am planning to take to Africa next month for plains game. As a review, it's based on a shortened 300 WSM case, necked down to 6.5mm and shortened to an overall case length of 1.825 while maintaining the 35 degree shoulder and the standard body taper.
The only wildcat case forming experience I have is making a case larger by fire forming with inert filler to get less body taper & a steeper shoulder angle, and not shortening a case body like I need to do on this one.
I got the forming die (a single die) from the smith tonight.
Here's the problem; I went to start forming cases tonight and lo and behold, when I try to push the shoulder back the necessary .300", it just collapses the case body about and 1/8 of an inch farther down the body. The shoulder just seems to not want to budge! What am I doing wrong?
Any suggestions would be much appreciated. I looked through Designing and Forming Custom Cartridges (Ken Howell) as well as Wildcat Cartridges 1 and 2 tonight, but can't figure it out. I only have a matter of weeks left and am desperate to get this setup working if at all possible in time!
Last edited:
")