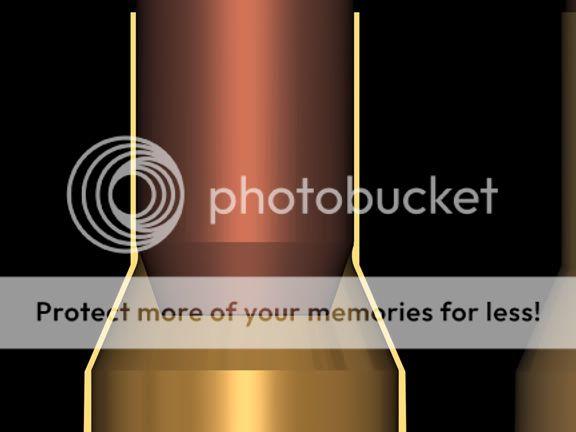
Brass thickness grows consistently from the mouths downward to the webs.
It is thicker in the necks nearest the shoulder junction than at the mouths, and thicker still in the shoulders.
When you fire the brass the first time(fireforming), the brass expands pretty much everywhere. When the necks expand some of the shoulder junction becomes neck. Picture putting both your hands into a neck and pressing outward to see it expand into the shoulder.
Now, if you've turned to the shoulder junction and stopped, your neck thickness measures correctly on this fired brass until right at the NEW neck shoulder junction. Here you'll see full-unturned thickness(donut).
There are various ways to deal with it/prevent it, and turning is one of em.
You prevent it by turning past the neck, right onto the shoulder portion that will end up neck. You're not gonna wanna go crazy here as too much can cause seperation on firing. It is also very unlikely that your cutter shoulder relief angle matches your case shoulder angle. But this part of the neck serves no purpose other than to stay together, and stay out of your bullet seating way.
So just turn up onto the shoulder a bit(~.020") past the neck, removing about the same amout of brass as you have with the neck.
Now, the new neck area will be as thin/or less. No donut(for now)..
It can form again down the road depending on case body taper, shoulder angle, chamber, sizing and loads. If your cartridge needs constant trimming, you'll be there soon. Some turn to neck reaming to remove it later, but I wouldn't. I'd toss it and consider a better cartridge design -next time.
Some, forming wildcats, are producing necks too long for turning to address donuts. Some turn after fireforming, which makes no sense at all to me. Some cartridges lose neck on fireforming, and so donuts aren't an issue for them.
After turning, before fireforming, I pre-expand necks with a Sinclair turning mandrel one cal up. It this point I measure thickness to the junction with a ball mic. Then I neck size back down leaving a false shoulder for initial headspacing. This locks in my desired results, right from the git-go.
TomH is helping you alot by pointing toward Sinclair's turning system. You cannot go wrong to start right there, as you'll be ending right there too.
IMO, it's the best system. Well, actually, it's the only 'system' I am aware of..