DUSTY NOGGIN
Well-Known Member
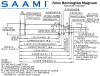
so a headspace chamber dimension for belted magnums is between .220 & .227
i am guessing here , so please correct me
is a no go gauge is going to be .220 ??
is a go gauge .2235 ???
is a field gauge .227 ???
i thought id try and build some , since no gos are back ordered
i am guessing here , so please correct me
is a no go gauge is going to be .220 ??
is a go gauge .2235 ???
is a field gauge .227 ???
i thought id try and build some , since no gos are back ordered
Attachments
Last edited:


