Brass Preparation And Management
By John W. Lewis
©Copyright 2009, Precision Shooting
I have to believe that brass preparation and management is important to most, if not all, of the readers of this magazine. High quality brass that has been well prepared is considered vital by competitors to achieve small groups and high scores.
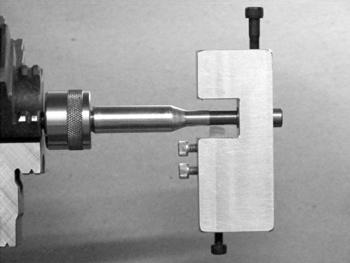
Hand turning tool set up ready to cut. The hand that would hold the cutting tool is out of the view for photographic clarity.
Most of the time and effort spent on cartridge case preparation is in neck turning. Achieving concentricity with exact desired neck wall thickness requires high quality tooling, knowledge, and time. It is a very good bet that most competitors today do that job with hand tools perhaps assisted with some sort of drive mechanism like a rechargeable power screwdriver. Case necks can also be turned with a lathe.
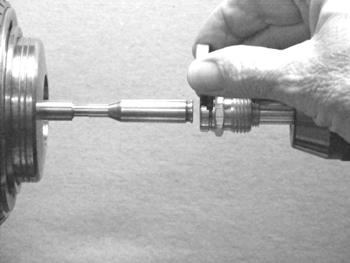
Case has been pressed on to the spud by the tailstock ram and the case holder is being removed. The reverse of this sequence is used to remove the case from the spud. Lathe toolpost is out of the way for photographic clarity.
I have used both methods over the past fifteen years with good results. This preparation is fussy work, so batches were usually held to twenty, occasionally up to forty pieces, as I needed them. That number of cases would usually take me through a benchrest season, as I was lucky to get to three matches and the Super Shoot in one year.
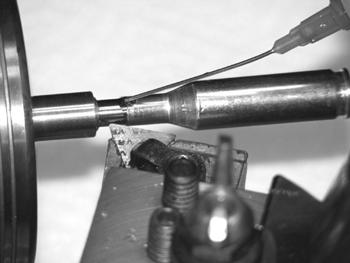
Cutter set up for neck turning. The leading edge of the cutter is aligned to the case shoulder. Needle oiler is shown in position for lubricating the cut.
I have recently finished neck turning just under five hundred cases using both methods. As a retiree I had the time and was interested in a comparison of the results of the two techniques with regard to time spent and accuracy achieved. Two different cartridge cases were prepared: 6PPC and a .243 long neck wildcat. The 6PPC cases (190 each) were cut using a hand tool and the .243 cases (298 each) were turned in the lathe.
300 of the slightly less than 500 cases turned.
The hand turning technique will be briefly touched upon. Most bench shooters are familiar with this method and Dick Wright some years back wrote in Precision Shooting what I consider to be the definitive article on that subject.
As a case drive mechanism I used Sinclair (PS advertiser) case holding chuck which would normally be used in a power screwdriver or drill. The Sinclair tool was held in the lathe chuck and used with a spindle speed of 140 RPM. There is always some wobble in the case with this setup and the low spindle speed allowed the hand holding the cutter to oscillate with the case. The hand tool shown in the photograph is one of a batch I made some years ago for myself, my son, and some friends. It is just a basic copy of the Marquart style of tool with a few small changes in the set and adjusting screws – nothing fancy. The cutter is a one quarter inch cobalt lathe bit ground with a radius on the actual cutting surface and a short angle on the leading edge to match the case shoulder. The arbor, that the case rotates on, is carbide ground to .242" by my friend Larry Egan. Carbide seems to resist picking up brass much better than hardened steel.
The 220 Russian Lapua case necks were expanded up in a Hornady 6PPC full-length size die. The expander plug in this die is elliptical and does a nice smooth job on the neck. The cases were then forced on and off a .243" arbor (lathe turned) to correctly fit the .242" carbide arbor on the hand cutting tool. This last step gives a close fit on the hand tool arbor while allowing the case to rotate with a light drag. Imperial die wax was applied inside the case neck with a Q-Tip during forming. Marine Pal oil was used on the arbor and outside neck surface during cutting. Marine Pal oil is very much like Kroil but has a very low odor. Much as I like Kroil, I cannot abide the smell. At the above-mentioned RPM the hand tool cutter was run slowly up to the shoulder (just marking the shoulder junction) and fed slowly back off of the neck. A nice smooth curled chip is produced going in to the shoulder and very fine fuzz is produced coming off of the neck. The radius on the cutter very closely matches the shoulder junction on the case. If there is a small doughnut left in the case I don't care. No load combination I use has the base of the bullet anywhere near the shoulder junction. If the tool radius is too small, the neck-shoulder junction could be seriously weakened. That situation could leave the weakened cartridge neck stuck in the rifle during a match (a situation such as this will do amazing things to a shooter's blood pressure). Some competitors do this neck turning in two steps, taking a very fine pass with a second tool. So far, a one step procedure has worked satisfactorily for me. In fact, one step turning with a hand tool is boring. Doing this twice would probably wig me completely out.
To turn necks on a lathe, a sacrificial spud must be turned. I turn this spud to match the largest (in diameter) bullet that I may use for the case being turned. Typical match bullets from different form dies (bullet maker to bullet maker) rarely vary more than .0005" in diameter. If necks are turned for .0015" clearance to match a fat bullet, the neck clearance will not exceed .002" on a skinny bullet. I have used tighter clearances in the past but for now have settled out on the above mentioned dimensions. The spud should be turned from free-cutting steel capable of giving a smooth finish with a lathe cutting tool. The spud also should have a strongly tapered point to guide the case. I used some 1141 screw machine stock (cuts smoothly) to make this spud because I have that material in the shop. A good steel for this purpose is 12L14. This leaded bar stock produces a beautiful finish with almost any sort of cutter. I always turn the spud a few "tenths" oversize and bring it to final size with a soft mold-maker stone of fine grit. These stones (with oil) quickly take on the shape of the work and produce a very smooth finish. The stones are available from MSC and Gesswein (they can both be found on the Internet). The spud should be frequently measured during this operation. These measurements will indicate the area and amount to stone. Final finish was with crocus cloth.

Wilson trimming fixture shown in the open position.
The best way to press the case (lubricated inside with Imperial Die Wax) on and pull the case off of the spud is with a loading press case holder. The slotted tailstock adapter was made from a Lee autoprime head. The backside of the head was bored and threaded for a one half-inch shank. This piece could be made from solid material but buying and modifying the Lee part was more time effective.
With the appropriate case holder dropped into the tailstock adapter, the case is run onto the spud using the tailstock handwheel. The cases in this batch were full length sized in a die with the expander rod removed. The progress of the spud in the case neck can be easily observed as the case is pressed on. It looks somewhat like a snake swallowing an egg. A tight fit on the spud insures that the case will stay put during the cut. With this tight fit there is also less chance of any possible inside neck irregularities causing a faulty turning operation. Once the case is fully on the spud, the case holder is removed by rotating it 180 degrees and lifting it up out of the adapter slot. A little wiggling of the tailstock wheel may be necessary to relieve binding on the holder.
To make the cut I used a TPG (triangle positive ground) carbide cutting insert. This cutter insert has a radius that matches the shoulder-neck junction radius of the case being turned. On all inserts I have used, the third digit on the insert description indicates the radius dimension. I use indexable carbide inserts for almost all turning operations in the shop. Carbide can be run at three or four times the surface speed of high-speed steel. The speed advantage saves a great deal of time. Also, if the cutter goes away during a cut, the insert can be indexed to a fresh edge without losing setup by much. Note that the leading edge of the cutter is aligned to slightly more than the shoulder angle of the case. The cutter will contact the shoulder at the junction first. I stop the cut as soon as shoulder contact is observed.
By John W. Lewis
©Copyright 2009, Precision Shooting
I have to believe that brass preparation and management is important to most, if not all, of the readers of this magazine. High quality brass that has been well prepared is considered vital by competitors to achieve small groups and high scores.
Hand turning tool set up ready to cut. The hand that would hold the cutting tool is out of the view for photographic clarity.
Most of the time and effort spent on cartridge case preparation is in neck turning. Achieving concentricity with exact desired neck wall thickness requires high quality tooling, knowledge, and time. It is a very good bet that most competitors today do that job with hand tools perhaps assisted with some sort of drive mechanism like a rechargeable power screwdriver. Case necks can also be turned with a lathe.
Case has been pressed on to the spud by the tailstock ram and the case holder is being removed. The reverse of this sequence is used to remove the case from the spud. Lathe toolpost is out of the way for photographic clarity.
I have used both methods over the past fifteen years with good results. This preparation is fussy work, so batches were usually held to twenty, occasionally up to forty pieces, as I needed them. That number of cases would usually take me through a benchrest season, as I was lucky to get to three matches and the Super Shoot in one year.
Cutter set up for neck turning. The leading edge of the cutter is aligned to the case shoulder. Needle oiler is shown in position for lubricating the cut.
I have recently finished neck turning just under five hundred cases using both methods. As a retiree I had the time and was interested in a comparison of the results of the two techniques with regard to time spent and accuracy achieved. Two different cartridge cases were prepared: 6PPC and a .243 long neck wildcat. The 6PPC cases (190 each) were cut using a hand tool and the .243 cases (298 each) were turned in the lathe.
300 of the slightly less than 500 cases turned.
The hand turning technique will be briefly touched upon. Most bench shooters are familiar with this method and Dick Wright some years back wrote in Precision Shooting what I consider to be the definitive article on that subject.
As a case drive mechanism I used Sinclair (PS advertiser) case holding chuck which would normally be used in a power screwdriver or drill. The Sinclair tool was held in the lathe chuck and used with a spindle speed of 140 RPM. There is always some wobble in the case with this setup and the low spindle speed allowed the hand holding the cutter to oscillate with the case. The hand tool shown in the photograph is one of a batch I made some years ago for myself, my son, and some friends. It is just a basic copy of the Marquart style of tool with a few small changes in the set and adjusting screws – nothing fancy. The cutter is a one quarter inch cobalt lathe bit ground with a radius on the actual cutting surface and a short angle on the leading edge to match the case shoulder. The arbor, that the case rotates on, is carbide ground to .242" by my friend Larry Egan. Carbide seems to resist picking up brass much better than hardened steel.
The 220 Russian Lapua case necks were expanded up in a Hornady 6PPC full-length size die. The expander plug in this die is elliptical and does a nice smooth job on the neck. The cases were then forced on and off a .243" arbor (lathe turned) to correctly fit the .242" carbide arbor on the hand cutting tool. This last step gives a close fit on the hand tool arbor while allowing the case to rotate with a light drag. Imperial die wax was applied inside the case neck with a Q-Tip during forming. Marine Pal oil was used on the arbor and outside neck surface during cutting. Marine Pal oil is very much like Kroil but has a very low odor. Much as I like Kroil, I cannot abide the smell. At the above-mentioned RPM the hand tool cutter was run slowly up to the shoulder (just marking the shoulder junction) and fed slowly back off of the neck. A nice smooth curled chip is produced going in to the shoulder and very fine fuzz is produced coming off of the neck. The radius on the cutter very closely matches the shoulder junction on the case. If there is a small doughnut left in the case I don't care. No load combination I use has the base of the bullet anywhere near the shoulder junction. If the tool radius is too small, the neck-shoulder junction could be seriously weakened. That situation could leave the weakened cartridge neck stuck in the rifle during a match (a situation such as this will do amazing things to a shooter's blood pressure). Some competitors do this neck turning in two steps, taking a very fine pass with a second tool. So far, a one step procedure has worked satisfactorily for me. In fact, one step turning with a hand tool is boring. Doing this twice would probably wig me completely out.
To turn necks on a lathe, a sacrificial spud must be turned. I turn this spud to match the largest (in diameter) bullet that I may use for the case being turned. Typical match bullets from different form dies (bullet maker to bullet maker) rarely vary more than .0005" in diameter. If necks are turned for .0015" clearance to match a fat bullet, the neck clearance will not exceed .002" on a skinny bullet. I have used tighter clearances in the past but for now have settled out on the above mentioned dimensions. The spud should be turned from free-cutting steel capable of giving a smooth finish with a lathe cutting tool. The spud also should have a strongly tapered point to guide the case. I used some 1141 screw machine stock (cuts smoothly) to make this spud because I have that material in the shop. A good steel for this purpose is 12L14. This leaded bar stock produces a beautiful finish with almost any sort of cutter. I always turn the spud a few "tenths" oversize and bring it to final size with a soft mold-maker stone of fine grit. These stones (with oil) quickly take on the shape of the work and produce a very smooth finish. The stones are available from MSC and Gesswein (they can both be found on the Internet). The spud should be frequently measured during this operation. These measurements will indicate the area and amount to stone. Final finish was with crocus cloth.
Wilson trimming fixture shown in the open position.
The best way to press the case (lubricated inside with Imperial Die Wax) on and pull the case off of the spud is with a loading press case holder. The slotted tailstock adapter was made from a Lee autoprime head. The backside of the head was bored and threaded for a one half-inch shank. This piece could be made from solid material but buying and modifying the Lee part was more time effective.
With the appropriate case holder dropped into the tailstock adapter, the case is run onto the spud using the tailstock handwheel. The cases in this batch were full length sized in a die with the expander rod removed. The progress of the spud in the case neck can be easily observed as the case is pressed on. It looks somewhat like a snake swallowing an egg. A tight fit on the spud insures that the case will stay put during the cut. With this tight fit there is also less chance of any possible inside neck irregularities causing a faulty turning operation. Once the case is fully on the spud, the case holder is removed by rotating it 180 degrees and lifting it up out of the adapter slot. A little wiggling of the tailstock wheel may be necessary to relieve binding on the holder.
To make the cut I used a TPG (triangle positive ground) carbide cutting insert. This cutter insert has a radius that matches the shoulder-neck junction radius of the case being turned. On all inserts I have used, the third digit on the insert description indicates the radius dimension. I use indexable carbide inserts for almost all turning operations in the shop. Carbide can be run at three or four times the surface speed of high-speed steel. The speed advantage saves a great deal of time. Also, if the cutter goes away during a cut, the insert can be indexed to a fresh edge without losing setup by much. Note that the leading edge of the cutter is aligned to slightly more than the shoulder angle of the case. The cutter will contact the shoulder at the junction first. I stop the cut as soon as shoulder contact is observed.

